激光打標和激光雕刻是一回事嗎
通常人們認為激光打標和激光雕刻是一回事,但實際上,激光打標和激光雕刻是兩種不同的加工工藝。
雖然激光打標和激光雕刻都是利用激光在材料上刻下擦不掉的印記,但是激光雕刻使材料蒸發,而激光打標則使材料熔化。材料表面的熔化會擴展,形成深度為80µm的溝槽,改變材料的粗糙度,并且在材料表面形成黑白對比。下文中,我們將具體討論激光打標形成的黑白對比的影響因素。
激光打標的三步驟
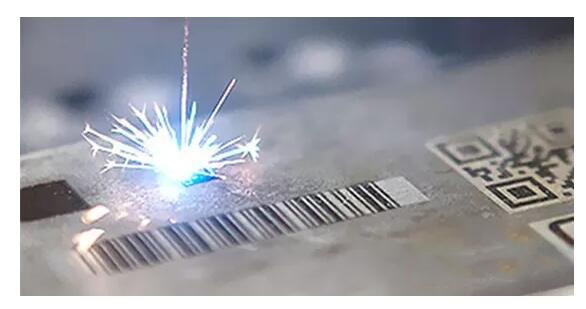
(1)激光束作用于材料表面(見圖1)。激光打標或激光雕刻的共同點是,激光束是脈沖的,也就是說,激光系統會在特定時間間隔內輸出一個脈沖。一臺100W的激光器每秒能輸出10萬個脈沖。因此,可以計算出單脈沖的能量為1mJ,峰值功率可達10kW。
要控制作用到材料上的激光能量,就要調節激光器的參數。在這類應用中,最重要的參數是掃描速度和掃描間距,因為這兩個參數決定了作用在材料上的相鄰脈沖的間隔。相鄰脈沖間隔越近,材料吸收的能量就越多。
相比于激光雕刻,激光打標需要的能量比較小,因此掃描速度比較快。在決定選擇激光雕刻還是激光打標工藝時,掃描速度是一個關鍵的決定性參數。
(2)材料吸收激光能量。激光作用到材料表面后,大部分激光能量被材料表面反射,只有一部分能量被材料吸收并轉化為熱量。激光打標只需要吸收能量用來融化材料,而激光雕刻則需要吸收更多的能量以使材料蒸發。
一旦吸收的能量轉化為熱量,材料的溫度就會上升。達到熔點時,材料表面就會融化,發生形變。
對于波長為1064nm的激光,鋁的吸收率為5%,而鋼的吸收率達30%以上。因此,大家可能會認為鋼更容易被打標,但事實并非如此。我們還必須考慮材料的其他物理特性,比如材料的熔點(見表1)。
表1:材料的熔點
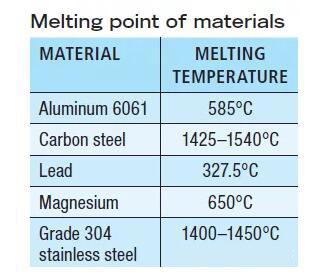
materials:材料
meltingtemperature:熔點
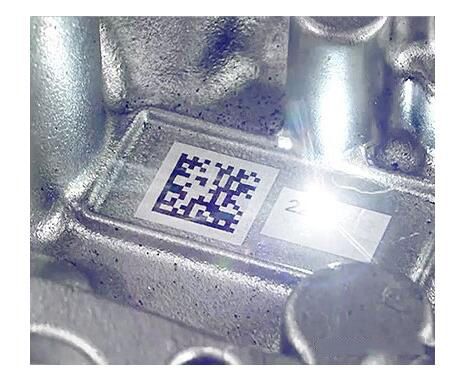
(3)材料表面發生局域膨脹,粗糙度改變。當材料在幾毫秒的時間內熔化和冷卻時,材料表面的粗糙度會發生變化,形成永久性標記,標記內容包括編碼、標志或圖形等(見圖2)。

在材料表面標記不同的圖案,還會引起材料顏色的變化。對于高質量的激光打標,白色和黑色提供了最好的對比度:
當粗糙的表面對入射光發生漫反射時,表面呈白色。
當粗糙的表面對入射光大部分都吸收時,表面呈黑色。
激光雕刻時,高能量密度激光脈沖作用到材料表面,激光能量轉變成熱量,使材料直接從固態變成氣態,發生升華,去除材料表層。
選擇激光打標還是激光雕刻?
了解了激光打標和激光雕刻的區別后,我們現在來討論根據哪些參數來判定選擇哪一種加工工藝。這里主要考慮三個參數,它們分別是耐磨性、加工速度,以及材料及其相容性。
(1)耐磨性
激光雕刻比激光打標的穿透程度更深。如果被標記的工件需要在磨損的環境中使用,或者需要經過后處理,如表面噴砂、噴丸加工、電泳漆或熱處理等,那么就薦推使用激光雕刻工藝(見圖3)。
(2)加工速度
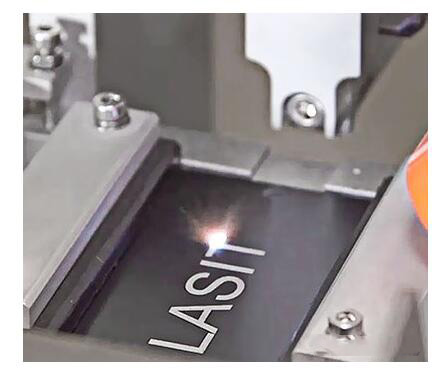
相比于激光雕刻,激光打標由于穿透材料表面的深度更小,因此加工速度更快。如果打標件的使用環境不會引起標記的磨損,例如用于家用電器、電子設備、促銷品或者珠寶標記,建議使用激光打標。這樣,既能提高加工速度,標記的耐磨性也能滿足應用需求(見圖4)。
(3)材料及其相容性
上文已經提到,激光打標使材料熔化產生輕微的凹凸,而激光雕刻會使材料直接氣化產生凹槽(見圖5)。由于激光雕刻需要足夠的激光能量,使材料達到升華溫度,在幾毫秒的時間內蒸發掉(氣化),因此激光雕刻并不是在所有材料上都能實現。
此外,激光雕刻設備還需要配備合適的排風系統。LASIT公司給激光雕刻機專門設計了排氣風扇,以最大限度地保護環境和激光器。
以上我們較全面地介紹了激光雕刻和激光打標的區別,用戶可以根據需要選擇合適的加工工藝。
雖然激光打標和激光雕刻都是利用激光在材料上刻下擦不掉的印記,但是激光雕刻使材料蒸發,而激光打標則使材料熔化。材料表面的熔化會擴展,形成深度為80µm的溝槽,改變材料的粗糙度,并且在材料表面形成黑白對比。下文中,我們將具體討論激光打標形成的黑白對比的影響因素。
圖1:激光束作用到材料表面的實拍圖。
激光打標的三步驟
(1)激光束作用于材料表面(見圖1)。激光打標或激光雕刻的共同點是,激光束是脈沖的,也就是說,激光系統會在特定時間間隔內輸出一個脈沖。一臺100W的激光器每秒能輸出10萬個脈沖。因此,可以計算出單脈沖的能量為1mJ,峰值功率可達10kW。
要控制作用到材料上的激光能量,就要調節激光器的參數。在這類應用中,最重要的參數是掃描速度和掃描間距,因為這兩個參數決定了作用在材料上的相鄰脈沖的間隔。相鄰脈沖間隔越近,材料吸收的能量就越多。
相比于激光雕刻,激光打標需要的能量比較小,因此掃描速度比較快。在決定選擇激光雕刻還是激光打標工藝時,掃描速度是一個關鍵的決定性參數。
(2)材料吸收激光能量。激光作用到材料表面后,大部分激光能量被材料表面反射,只有一部分能量被材料吸收并轉化為熱量。激光打標只需要吸收能量用來融化材料,而激光雕刻則需要吸收更多的能量以使材料蒸發。
一旦吸收的能量轉化為熱量,材料的溫度就會上升。達到熔點時,材料表面就會融化,發生形變。
對于波長為1064nm的激光,鋁的吸收率為5%,而鋼的吸收率達30%以上。因此,大家可能會認為鋼更容易被打標,但事實并非如此。我們還必須考慮材料的其他物理特性,比如材料的熔點(見表1)。
表1:材料的熔點
materials:材料
meltingtemperature:熔點
(3)材料表面發生局域膨脹,粗糙度改變。當材料在幾毫秒的時間內熔化和冷卻時,材料表面的粗糙度會發生變化,形成永久性標記,標記內容包括編碼、標志或圖形等(見圖2)。
圖2:激光打標示意圖,材料表面粗糙度的變化,形成永久性標記。
在材料表面標記不同的圖案,還會引起材料顏色的變化。對于高質量的激光打標,白色和黑色提供了最好的對比度:
當粗糙的表面對入射光發生漫反射時,表面呈白色。
當粗糙的表面對入射光大部分都吸收時,表面呈黑色。
激光雕刻時,高能量密度激光脈沖作用到材料表面,激光能量轉變成熱量,使材料直接從固態變成氣態,發生升華,去除材料表層。
選擇激光打標還是激光雕刻?
了解了激光打標和激光雕刻的區別后,我們現在來討論根據哪些參數來判定選擇哪一種加工工藝。這里主要考慮三個參數,它們分別是耐磨性、加工速度,以及材料及其相容性。
(1)耐磨性
激光雕刻比激光打標的穿透程度更深。如果被標記的工件需要在磨損的環境中使用,或者需要經過后處理,如表面噴砂、噴丸加工、電泳漆或熱處理等,那么就薦推使用激光雕刻工藝(見圖3)。
圖3:激光雕刻能穿透表面更深,對于易磨損的部件,推薦使用激光雕刻工藝。
(2)加工速度
相比于激光雕刻,激光打標由于穿透材料表面的深度更小,因此加工速度更快。如果打標件的使用環境不會引起標記的磨損,例如用于家用電器、電子設備、促銷品或者珠寶標記,建議使用激光打標。這樣,既能提高加工速度,標記的耐磨性也能滿足應用需求(見圖4)。
圖4:激光打標由于穿透材料表面深度更小,因此相比激光雕刻耗時更少,jiag速度更快。
(3)材料及其相容性
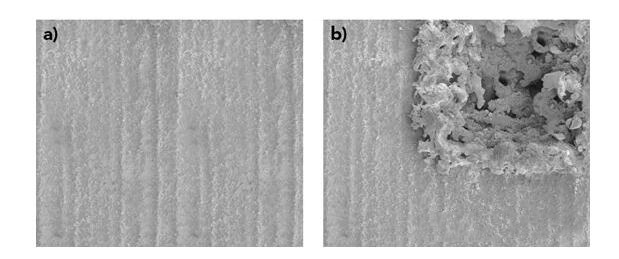
上文已經提到,激光打標使材料熔化產生輕微的凹凸,而激光雕刻會使材料直接氣化產生凹槽(見圖5)。由于激光雕刻需要足夠的激光能量,使材料達到升華溫度,在幾毫秒的時間內蒸發掉(氣化),因此激光雕刻并不是在所有材料上都能實現。
圖5:激光雕刻前后的表面對比圖。
此外,激光雕刻設備還需要配備合適的排風系統。LASIT公司給激光雕刻機專門設計了排氣風扇,以最大限度地保護環境和激光器。
以上我們較全面地介紹了激光雕刻和激光打標的區別,用戶可以根據需要選擇合適的加工工藝。
 Send Email
Send Email